

MES系统生产调度
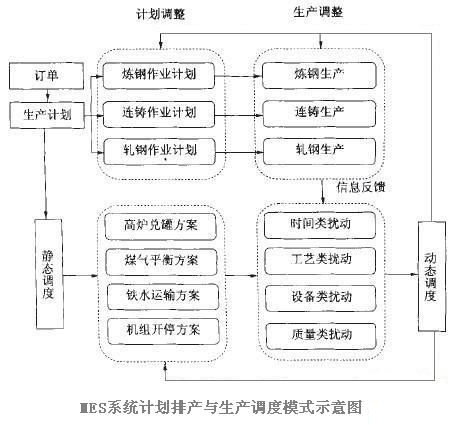
MES系统生产调度作业分为静态和动态两种模式。MES系统的静态生产调度,是从企业整体角度为平衡计划与生产的企业运行方案;而MES系统的动态生产调度则是针对计划执行过程中的动态调整与优化作业方案。通常我们所说的MES系统生产调度规模就是这里的动态调度,MES系统生产调度模式如下图所示。下面以MES系统在钢铁企业中的生产调度运用为例,分别从静态和动态调度两种模式,介绍MES系统生产调度功能。
在MES系统中,生产中的炼、轧各机组的作业计划排定之后,MES系统静态生产调度仅仅是以订单需求为依据,确定了该机组该批次生产的品种、规格和时序,属于车间层面的预计划。而公司整体的生产组织,则需要统筹焦化、烧结、高炉、转炉、连铸、轧钢等多工序多机组间的生产组织与平衡,将各类生产资源调配到相应的机组,确保各机组在预定的时间节点有序开、停。MES系统静态生产调度主要包括以下运行方案:
1.高炉-转炉间的对接和匹配。
由于炼铁和炼钢的工艺差别,以及装备水平的发展并不均衡,要实现一对一的绝对的铁钢衔接难度很大。MES系统生产调度要解决多座高炉给多做转炉供铁的科学组织,在充分发挥转炉产能,消化铁水的基础上,根据供铁节奏和炼钢消耗铁水的速度,合理确定高炉、转炉匹配关系,保证高炉稳定顺行。
2.铁水调运路线。
铁钢厂内,物流除了铁水之外,还有铁渣、钢渣物资的运输和倒调。MES系统静态生产调度需要在按照炼钢需要供应铁水的同时,合理选择运输路线,缩短运输距离,尽量降低机车倒调成本。
3.煤气配置与供应模式管理。
煤气资源的配置,MES系统首先要保证轧钢生产所需的压力、流量、热值等,对于富余的煤气,要合理调配各煤气发电机组的运行,减少煤气放散,提高自发电量。
4.检修计划与生产作业计划的对接。
各机组的生产组织,要在设备检、定修计划的基础上,MES系统要根据设备工况条件,安排适合的品种和规格组织生产。
在整体的生产平衡确定之后,接连生产任务的炼轧产线,MES系统需要根据初步确定的机组开、停时间,按照不同品种、规格的生产工艺差异,确定炼钢、精炼、轧钢各工序问的工艺路径和生产时序,即制定生产时刻表。
比如一个钢铁厂,建有3座150 t转炉、3座LF炉、1座VD炉、2座RH炉,配套1台宽板坯连铸机和2台双流板坯连铸机,轧钢工序建有炉卷轧机和1780 mm热连轧两条现代化生产线。要实现炼轧一体化的短流程生产,MES系统需要在既定的工艺路径要求下,合理安排生产进程,统筹运输距离最短、产能最大发挥、最小等待时间等要求,确定工序匹配关系、工序作业周期、天车吊运速度、物流推进时序等参数,将各工序的作业要求纳入到统一的时刻表框架内,指导和协调炼钢、精炼、连铸、轧钢等各项操作和调度。
1.MES系统制定的动态生产计划执行过程中,会遇到各种因素影响计划的实际执行状况。同时,生产过程中会有各种动态变化的因素,影响到静态调度所做出的各项运行和平衡方案,这些因素也称为生产扰动,可归纳为时间波动类、冶炼工艺类、设备故障类和产品质量类扰动。包括铁水供应的扰动,如出铁量、出铁时间、铁水温度、铁水成分、机车运输节奏等的波动,炼钢、精炼、连铸等工序作业时间的偏差、钢水温度和钢水成分类扰动,设备故障,产品缺陷等扰动。
2.动态跟进、即时优化的MES系统生产凋度。当生产过程中发生一般性扰动时,管理人员只需要在MES系统中调整本机组的工艺参数和生产节奏,即可消除影响。而发生严重的扰动时,在打破本工序生产平衡的同时,还会波及到上下道工序的生产组织,产生次生性扰动,甚至直接影响到公司的系统平衡。此时,需要对MES系统中的整体的运行组织模式进行优化调整,包括各产线生产时序的重排,各类主体设备的歼与停,上下工序间的对接与匹配关系,生产资源的重新分配及供应模式等。